
In high-output food manufacturing, there’s no room for failure—especially underfoot.
That was the reality facing one of the nation’s leading frozen pizza producers. With over 250,000 pizzas produced every single day, the demands on their facility’s infrastructure are immense. Downtime is costly. Hygiene is non-negotiable. And safety must be maintained at every step of the process.
When the facility’s concrete floors began showing serious signs of deterioration, action had to be swift, smart, and surgically precise.

The Problem: Damaged Floors in a Demanding Environment
The existing flooring throughout key parts of the plant—particularly the walkways and freezer zones—was deteriorating rapidly. Common issues included:
- Cracks and delamination caused by years of thermal cycling
- Surface erosion from constant cart and forklift traffic
- Moisture intrusion that threatened the integrity of the concrete slab
- Unsafe walking surfaces increasing the risk of slips, trips, and accidents
- Unsanitary conditions incompatible with USDA standards
For a facility operating at such high volume, these weren’t just cosmetic concerns—they posed major safety, sanitation, and productivity risks. The client needed a food-safe floor coating system that could be installed quickly and would perform under extreme conditions.

The Solution: Carboline Shock Crete Installed by CustomCrete
After a detailed site evaluation, CustomCrete recommended Carboline Shock Crete, a urethane cement flooring system engineered specifically for food and beverage processing environments.
Why Carboline Shock Crete?
Carboline Shock Crete isn’t your average coating. It’s a high-performance urethane cement system designed to withstand:
- Thermal shock from freezers, steam, and washdowns
- Heavy mechanical loads from foot traffic, carts, and forklifts
- Chemical exposure from routine sanitation procedures
- Moisture-rich environments where traditional epoxy systems fail
The product is seamless, non-porous, and USDA-compliant, making it an excellent choice for food-grade flooring in high-intensity production zones.

Installation Highlights: Safe, Staged, and Strategically Planned
One of the biggest challenges in this project? No production downtime.
The facility needed to keep moving—and CustomCrete made sure it did. Here’s how the installation was handled:
Staged Work Zones
CustomCrete carefully phased the work across sections of the facility, ensuring that manufacturing could continue uninterrupted. This kept operations running while minimizing disruption to staff and equipment.
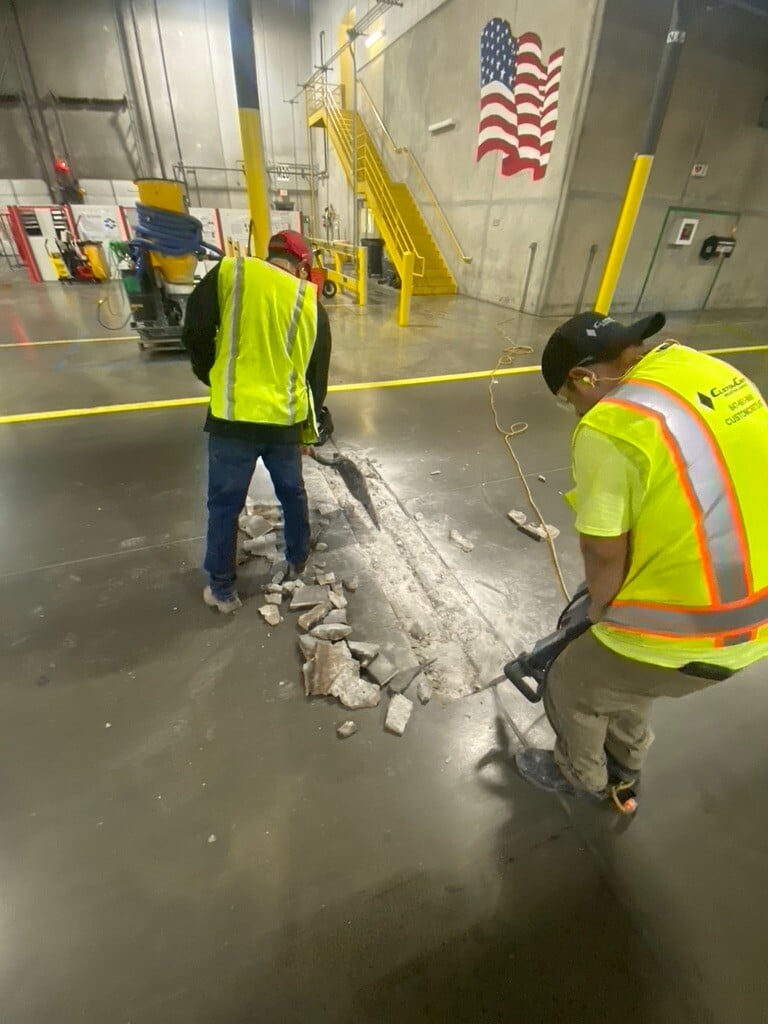
Diamond Grinding and Substrate Repairs
To ensure long-term adhesion and a durable bond, the existing floors were prepared using industrial diamond grinders paired with HEPA-filtered dust extraction. Cracks and eroded areas were repaired with precision, creating a clean, level surface ready for coating.
Freezer Floor Reinforcement
Freezer zones are notoriously harsh on flooring systems. CustomCrete installed the Shock Crete system with enhanced thermal shock tolerance to ensure long-term performance in sub-zero temperatures and fluctuating humidity.
Drainage and Slope Management
In food production, floor drainage is essential. The team worked closely with the client to manage slopes and direct water flow, preventing pooling or backup near drains—a common failure point in many coatings.
Safety Walkway Planning
As a final enhancement, safety walkways were mapped out to improve visibility and foot traffic guidance throughout the plant. These walkways will be installed as part of the ongoing floor upgrade plan, adding both visual structure and compliance support.
The Result: A Sanitary, Slip-Resistant, and Long-Lasting Floor
This project delivered exactly what the client needed: a high-performance flooring system that could handle the heat (and cold), meet food safety standards, and be installed without slowing down production.
Key Benefits Delivered:
- Seamless, bacteria-resistant surface for hygienic food prep zones
- Slip-resistant texture for employee safety in high-traffic areas
- Improved durability in freezer zones and walkways
- Minimal operational disruption thanks to phased installation
- USDA-compliant finish that will stand up to rigorous inspections
CustomCrete’s team delivered a flooring solution tailored to the unique challenges of food manufacturing—without cutting corners or impacting production timelines.

Is Urethane Cement the Right Solution for Your Facility?
If your facility experiences:
- Frequent temperature changes
- Heavy cart or forklift traffic
- Strict sanitation standards
- Moisture or chemical exposure
- The need to avoid long shutdowns
…then a urethane cement flooring system like Carboline Shocrete may be your best solution. From food processors and frozen storage to commercial kitchens and breweries, this material offers unmatched durability, hygiene, and speed of installation.
Final Thoughts
This frozen pizza plant’s flooring upgrade is a reminder that industrial flooring is not one-size-fits-all. It’s about choosing the right system, for the right environment, installed by the right team.
When the stakes are high and the floors can’t fail, CustomCrete delivers solutions that don’t just meet industry standards—they’re built to outlast them.
If you’re ready to request a quote, contact CustomCrete today!
Topics:













{kind=link}